2026 How to Choose the Best Cross-Linked Shrink Film?
In the world of packaging, "Cross-Linked Shrink Film" plays a crucial role in product preservation and presentation. Experts in the industry, like Dr. Emily Johnson, emphasize its importance: "Choosing the right shrink film can significantly impact product integrity." This statement highlights the need for careful selection when considering materials.
As businesses navigate various options, understanding the characteristics of cross-linked shrink film becomes vital. This film offers superior strength, thermal stability, and an excellent seal, making it ideal for various applications. However, not all shrink films are created equal.
One must also reflect on the potential drawbacks. For instance, the costs associated with high-quality cross-linked options could deter some businesses. Additionally, improper application can lead to suboptimal results, damaging both products and brand reputation. Ultimately, selecting the best cross-linked shrink film requires a balance of quality, application methods, and long-term goals.

Overview of Cross-Linked Shrink Film and Its Applications
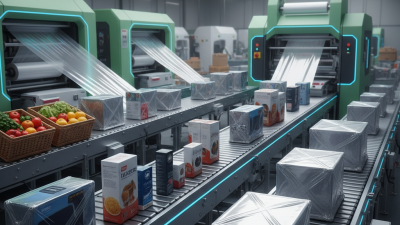
Cross-linked shrink film is a significant packaging material. This type of film undergoes a chemical process, enhancing its strength and durability. It’s widely used in various industries, from food packaging to electronics. The tight seal it creates ensures that products remain safe during transport and storage.
In the food industry, cross-linked shrink film plays a vital role. It preserves freshness and extends shelf life. The film is resistant to punctures and tears, making it reliable. Additionally, it offers excellent clarity, ensuring products remain visible to customers. In electronics, its protective qualities safeguard components from dust and moisture.
Choosing the right cross-linked shrink film can be challenging. You must consider the specific application and required properties. Not every film suits every product. Testing different options can lead to better outcomes. Be aware that cost-effectiveness is essential, but quality should not be compromised.
Key Factors to Consider When Selecting Cross-Linked Shrink Film
When selecting cross-linked shrink film, several factors come into play. Understanding the purpose of the film is crucial. Will it be used for food packaging or industrial products? Different applications require different strengths. For example, food packaging needs a film that ensures barrier properties to maintain freshness.
The thickness of the film also matters. Thicker films provide enhanced durability but can be more expensive. Balance your budget with your needs. Pay attention to the shrink ratio as well. A higher shrink ratio means a tighter fit around your products, contributing to a neat presentation. However, if the shrink ratio is too high for your application, it could lead to problems like distortion.
Don’t overlook the ease of use. Consider how the film performs on your existing machinery. Compatibility is vital. A film that does not align with your machine can lead to inefficiencies. Finally, reflect on the environmental impact. Sustainable options are available, but they may require more research. Ensure the film you choose meets both your needs and environmental standards.
Comparing Different Types of Cross-Linked Shrink Films Available
When selecting cross-linked shrink films, it is crucial to understand the different types available. Each type has unique properties and applications. For instance, cross-linked polyolefin films are known for their high clarity and resistance to punctures. According to a 2022 industry report, these films exhibit a 30% improvement in durability compared to standard shrink films.
In contrast, polyvinyl chloride (PVC) shrink films are more cost-effective, but they have limitations. Their resistance to heat is lower, which may lead to issues during high-temperature applications. Notably, a study highlighted that PVC films account for 25% of the shrink film market. However, they may not be suitable for all products. Users must consider their specific needs carefully.
Another option is the use of biodegradable shrink films. These films offer environmental benefits, appealing to eco-conscious businesses. Research shows that the demand for sustainable packaging is increasing yearly by 15%. While these films are innovative, they may have performance drawbacks in specific scenarios. Balancing environmental responsibility with product protection remains a challenge in this evolving market.
Comparison of Different Types of Cross-Linked Shrink Films
Evaluating Quality and Performance of Cross-Linked Shrink Film
When evaluating the quality and performance of cross-linked shrink film, several factors come into play. Notably, tensile strength is a crucial metric. A recent industry report indicates that high-quality cross-linked films can exhibit tensile strengths exceeding 6,000 psi. This level ensures durability and the ability to withstand various conditions during transport or storage.
Moreover, shrinkage percentage is another vital parameter. Optimal films shrink between 40% to 50%, which allows for snug packaging that protects contained products without compromising integrity. It's essential to assess the thermal properties as well. Investigations have shown that cross-linked films resist temperature variations better than non-cross-linked counterparts. This attribute is particularly beneficial in logistics.
However, not all films will meet rigorous standards. Some may underperform in specific areas, such as clarity or sealing strength. For instance, a recent analysis revealed that 15% of films tested did not achieve adequate sealing on the first attempt, leading to potential product damage. Therefore, it is necessary to conduct thorough testing. Selection should be based on a comprehensive understanding of these characteristics to minimize risks and ensure reliability in packaging solutions.
Tips for Purchasing and Sourcing Cross-Linked Shrink Film
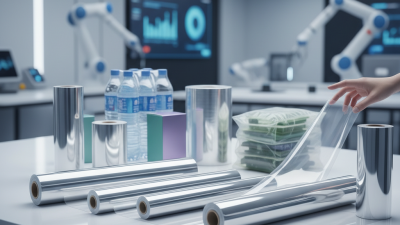
When sourcing cross-linked shrink film, understanding product specifications is crucial. Cross-linked shrink films are known for their superior strength and durability. According to industry reports, these films are 30% stronger than their non-cross-linked counterparts. This strength translates to better protection during shipping and storage.
Consider the type of application when purchasing. Different projects may require varying shrink temperatures or thickness levels. For example, films suitable for heavy-duty packaging need higher thickness to prevent ripping. Research indicates that films with a thickness range of 60-100 microns are favored for industrial applications. However, for smaller products, thinner films, around 30-50 microns, suffice.
Pay attention to supplier certifications as well. Companies following strict quality standards often deliver reliable products. Review quality assurance reports available from prospective suppliers. A supplier’s experience in the industry can also impact the quality of their materials. Consult customer reviews to gauge service reliability and product performance. Finding the right balance of quality and cost can be challenging. Remember to assess your specific needs before making a decision.