Leave Your Message
When selecting a shrink packing machine for your business, understanding the specific needs of your operations is crucial. Industry expert John Peterson, a consultant with over 15 years of experience in packaging machinery, emphasizes the importance of this process by stating, "Choosing the right shrink packing machine is not just about the equipment itself, but how well it aligns with your production goals." This insight highlights that while the technical specifications of a shrink packing machine are essential, aligning those specifications with your business requirements can significantly impact efficiency and profitability.
Shrink packing machines come in various designs and functionalities, each tailored for different packaging needs. Whether you are looking to enhance product protection, extend shelf life, or improve aesthetic appeal, the right machine can make a difference. The decision-making process involves evaluating factors such as production volume, product dimensions, and the types of materials you will be packing. By understanding these elements, businesses can make informed choices that not only optimize their packaging processes but also contribute to overall operational success.

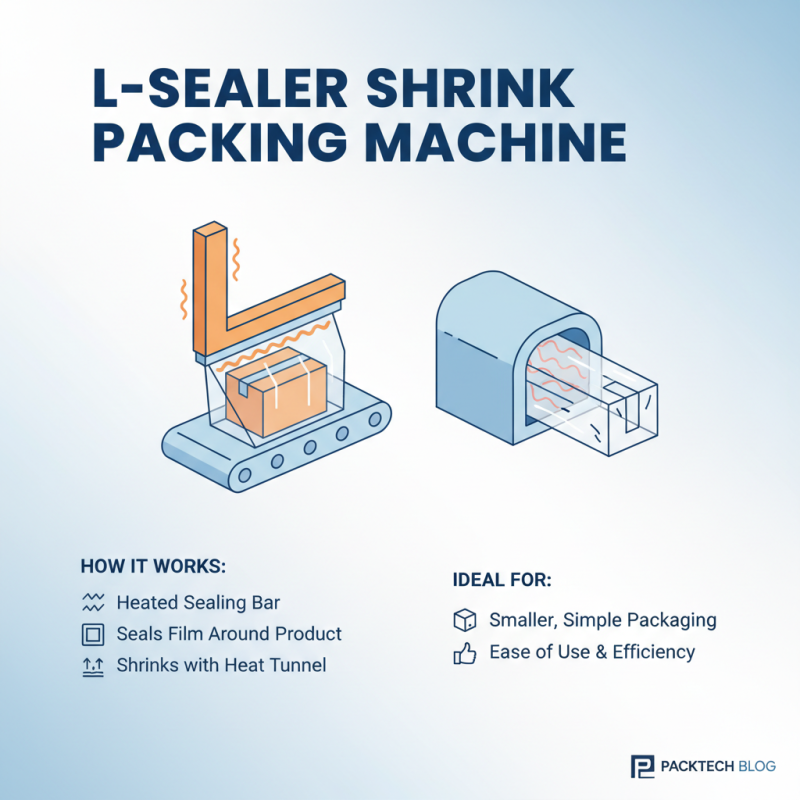
When selecting the right shrink packing machine for business requirements, it’s crucial to understand the various types available in the market. One common type is the L-sealer, which utilizes a heated sealing bar to create a perfect package by sealing the film around the product and then shrinking it with the help of a heat tunnel. This method is particularly effective for smaller, less complex packaging needs and is favored for its ease of use and efficiency.
Another key type is the chamber shrink packaging machine. This machine is ideal for businesses with high-volume production needs. Chamber machines allow for complete control over the shrink process, as products are placed inside a chamber where a heat source envelops them. This provides an even shrink and is suitable for a variety of product shapes and sizes, ensuring that even delicate items are securely packaged without damage. Understanding these types can help businesses determine which machine will optimize their packaging process while meeting their specific production demands.